上一个 下一个 自动播放停止
熔敷金属化学成分(%)
化学成分
C
Mn
Si
S
P
Ni
Cr
Mo
V
保证值
≤0.20
≤1.20
≤0.60
≤0.030
≤1.00
≤0.30
≤0.50
≤0.10
例值
0.10
0.50
0.14
0.010
0.014
0.40
0.035
0.42
熔敷金属力学性能
试验项目
Rm (N/mm2))
ReL/Rp0.2 (N/mm2)
A(%)
KV2(J)
≥540
≥440
≥17
≥27(-30℃)
560
470
24
55
X射线探伤: Ⅱ级
参考电流 (DC-)
焊条直径(mm)
φ3.2
φ4.0
焊接电流(A)
80~100
110~130
注意事项: 1.焊条开封即用,勿需烘焙。 2.对焊件清除铁锈、油污、水分等杂质。 3.焊接时电流不宜过大,焊条摆动不宜过宽。
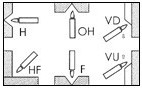
焊接位置:
金桥纤维素焊条E7010
金桥纤维素焊条E6010